Por que é necessário realizar uma correta preparação da superfície antes da aplicação de um revestimento?

O exito de um revestimento protetor (tinta) não depende de uma adequada aplicação da mesma, mas também depende em grande parte de uma correta preparação da superfície, eliminando todos os agentes contaminantes, partículas soltas ou mal aderidas, que sejam ou não estranhas à superfície tratada. Ao realizar uma limpeza inadequada ou pouco cuidadosa da superfície pode provocar falhas prematuras na pintura.
Os principais contaminantes encontrados no aço laminado a quente são ferrugens ou carepas de laminação e produtos de corrosão, como óxidos, sulfetos, cloretos, etc. Enquanto aos agentes externos, pode-se encontrar graxa, óleo ou até pinturas antigas em mal estado. De todos esses contaminantes, o primeiro merece atenção especial por ser um dos elementos mais prejudiciais em equipamentos rodantes.
A carepa de laminação é formada por vários tipos de óxido de ferro que são produzidos durante o processo de laminação a quente. A carepa é extremamente dura e, embora esteja bem aderida ao metal base, é frágil e quebradiça com coeficiente de dilatação térmica diferente do aço. Em termos práticos, qualquer ruptura ou fissura que ocorra na carepa, produto de um golpe ou alteração térmica, permite a passagem de agentes oxidantes, iniciando um processo de corrosão que vai se desprendendo gradativamente à medida que se desprende do material base.
A carepa é, em muitos casos, a causa acelerada da corrosão galvânica. Por esta razão, para assegurar a proteção do aço (principalmente em ambientes agressivos e úmidos) é absolutamente necessário remover esta escória antes de aplicar qualquer tipo de revestimento.
Vantagens do tratamento de jateamento em comparação com o processo de fosfatização
Quando para a preparação de superfícies se utiliza a fosfatização, tanto mesclado como combinado com desengraxantes, obtém-se uma superfície limpa e, pelo ataque do ácido fosfórico, consegue-se um pequeno ataque sobre a superfície.
A fosfatização é utilizada com bons resultados quando aplicada sobre chapas laminadas a frio, sem carepas e com esquemas de pintura que não requeiram grande rugosidade.
Por outro lado, quando o processo de fosfatação é utilizado para uma chapa laminada a quente, que possue carepas, o processo desengordurante cria um ataque superficial nesta última e não sobre o metal base. Isso faz com que a tinta aplicada tenha uma adesão razoável, mas em uma camada instável, frágil e quebradiça, gerando falhas prematuras nos revestimentos aplicados, especialmente aqueles onde as peças revestidas estão submetidas a movimentos ou tensões de torção, como no caso dos equipamentos rodantes.
O processo de jateamento é uma técnica de tratamento superficial por impacto com a qual se consegue um excelente grau de limpeza e, simultaneamente, um correto acabamento superficial em uma ampla gama de peças metálicas e não metálicas.
Em termos gerais, podemos dizer que o jateamento é o bombardeio de partículas abrasivas em alta velocidade (65-110 m / seg.), que, ao impactar na peça tratada, produz a remoção dos contaminantes da superfície (carepas, óxidos, etc.) gerando uma rugosidade no material base de acordo com o tipo de revestimento a ser aplicado.
O jateamento, ao contrário do tratamento químico, é um processo de fácil aplicação que não gera problemas de contaminação ambiental ou da necessidade de contar com tratamentos de efluentes
Por último, em equipamentos rodantes que trabalham em condições extremas de corrosão, podem ser utilizados processos mistos de jateamento e fosfatação, a fim de se obter uma superfície livre de contaminantes, com uma boa rugosidade para aderência da tinta, agregando com a fosfatização uma barreira química contra a corrosão adicional caso haja ruptura na cobertura da tinta
Aplicações básicas do processo de jateamento em equipamentos rodantes
- Em linhas gerais, o processo de jateamento dos equipamentos rodantes é utilizado para as seguintes funções básicas
- Em unidades novas removendo a carepa que traz a chapa ou perfis de aço laminados a quente
- Em unidades usadas, removendo pinturas, massas e ferrugem, deixando as áreas a serem reparadas limpas e aptas para uma nova aplicação de tinta.
- Homogenizando superfícies, como soldas, rebarbas, esmerilhamento, etc.
- Atingindo um perfil de rugosidade controlado de tal forma a contar com uma correta aderência dos revestimentos (tintas) a aplicar.
Selecionando um equipamento de jateamento
O tamanho, o material, a geometria e a quantidade das peças a serem processadas influenciam diretamente sobre a escolha correta do sistema de jateamento a ser utilizado. Os equipamentos de jateamento se diferenciam pelo método de impulsão da granalha, que pode ser jateamento manual (ar comprimido) ou equipamentos automáticos (turbinas).
Jateamento Manual por ar comprimido
Este sistema é um processo manual e de baixo rendimento em relação aos equipamentos de jateamento com turbinas, pois cada jatista pode processar em média até 20m2 por hora
Este processo manual tem a vantagem de poder jatear peças complexas ou de grande porte, em detrimento do nível de produção que teria um equipamento de turbinas.
Jateamento Manual
- Peças de grande porte
- Baixo nível de produção
- Requer mão de obra especializada

As cabines são recintos estanques submetidos a uma depressão por meio de uma extração e filtragem do ar, que permite junto a um adequado nível de iluminação, uma boa visibilidade para a execução do trabalho a ser realizado. As cabines de jateamento podem ser construídas de diferentes maneiras usando diferentes tipos de materiais, como painéis de chapas modulares, alvenaria, etc.
A quantidade de operários para trabalhar dentro da cabine pode ser adaptada às necessidades de cada cliente em particular de acordo com a produção necessária. Os operários trabalham dentro da cabine devidamente protegidos com equipamentos adequados para trabalhar com granalha de aço, sistema classe CE de pressão positiva.
Existem várias opções para recuperar o abrasivo dentro da cabine, varrendo manualmente, varrendo manualmente até a rosca sem fim ou recuperando 100% de forma automática
Os sistemas de limpeza do abrasivo são projetados para realizar as tarefas de limpeza, descartando todos os tipos de pó, incrustações e outros contaminantes do processo de jateamento.
A cabine é completada por um coletor de pó com filtros cartuchos e sistemas de limpeza automática, que asseguram uma correta extração do pó gerado no processo de jateamento. Convertendo este processo em um processo não contaminante para o meio ambiente.
Jateamento automático por turbinas centrífugas
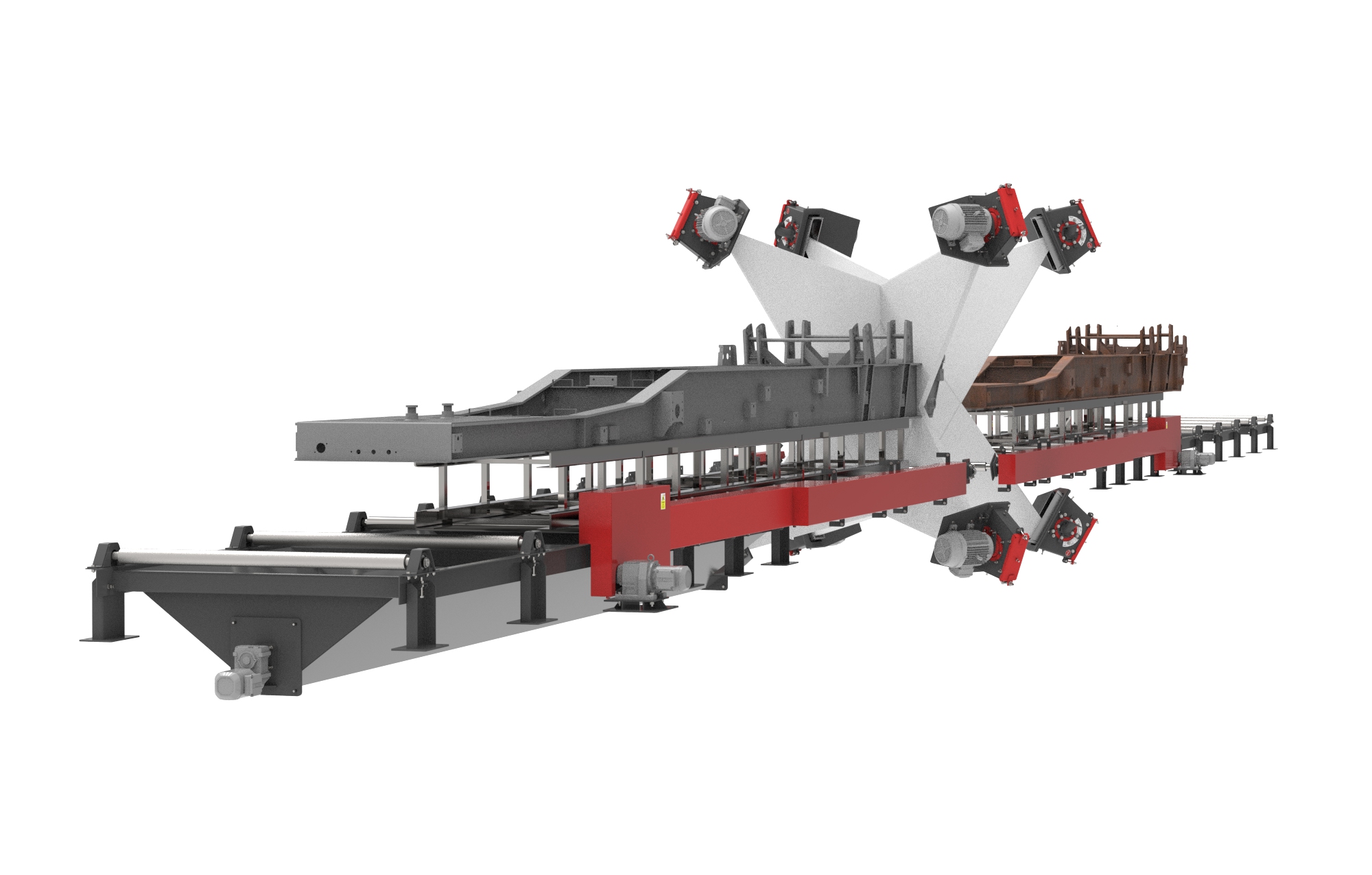 O jateamento por turbina centrífuga é, entre as técnicas atuais de limpeza superficial, o método mais econômico com um meio ambiente não contaminado. Pela sua concepção, é ideal para ser utilizado em processos que requer altas produções com economia de tempo e de mão de obra
O jateamento por turbina centrífuga é, entre as técnicas atuais de limpeza superficial, o método mais econômico com um meio ambiente não contaminado. Pela sua concepção, é ideal para ser utilizado em processos que requer altas produções com economia de tempo e de mão de obra
Ao contrário das cabines de jateamento manual, os equipamentos por turbinas não requerem mão de obra especializada, sendo muito mais produtivos do que o jateamento por ar comprimido, conseguindo uma maior uniformidade na preparação superficial.
Conforme o modelo do equipamento, pode-se utilizar uma ou várias turbinas de jateamento posicionadas de modo que o abrasivo chegue a todas as superfícies a serem jateadas. O número de turbinas montadas em uma máquina de jateamento é determinado pela forma e tamanho das peças a serem limpas, permitindo processar desde pequenas peças automotivas até chassis de caminhões ou vagões de trem.
Jateamento automático
- Alto nível de produção
- Não requer mão de obra especializada
- Podem ser instalados em linha com processos de pintura
Os equipamentos de turbinas podem ser projetados para realizar trabalhos em lotes ou equipamentos de processos de passagem contínua. Estes últimos podem ser instalados em linha com o processo de pintura, diminuindo consideravelmente os custos de mão de obra relacionados ao manuseio das peças.
Para unidades completas, ambos os sistemas de jateamento (turbina e ar comprimido) podem ser combinados onde o primeiro processo realiza o jateamento grosso da peça e no processo de jateamento manual, retoques em áreas onde o jateamento de turbinas não seja efetivo e posterior sopro da granalha (eliminação do abrasivo acumulado sobre o chassis)
Baixar Catálogo
