¿Por que é necessário realizar uma correta preparação da superfície antes da aplicação de um revestimento? Uma elevada porcentagem de revestimentos aplicados em superfícies metálicas (pintura, borracha, metalização, esmaltação, etc.) não produz os resultados esperados devido a uma preparação incorreta da superfície a ser protegida. A aplicação de qualquer revestimento sobre uma superfície metálica requer préviamente uma correta preparação superfícial com a finalidade de se obter uma melhor resistência ao tempo e a corrosão, assegurando uma correta rugosidade que permita uma correta aderência entre a superfície e o revestimento aplicado. Uma correta preparação da superfície depende:
- Do tipo de material a ser tratado; (aço carbono, aço inoxidável, alumínio, outras ligas leves, etc.)
- Do tipo de revestimento a ser aplicado; (sua origem, espessura, dureza, etc.)
- Do tipo de máquina de jateamento utilizada; por turbina ou por ar comprimido
- Do tipo de abrasivo utilizado no processo de jateamento; (granalha esférica, granalha angular, abrasivo mineral, etc.)
¿Quais são os diferentes métodos de preparação de superfícies? A preparação da superfície pode ser realizada por diversos métodos podendo ser classificadas em duas áreas principais:
- Métodos de projeção de partículas (jato com granalha ou outros abrasivos)
- Outros métodos
Métodos de proyección de partículas
- Jateamento - por ar comprimido: é um sistema flexível, uma vez que o arremesso da granalha pode ser realizado em qualquer direção. Este processo é muito utilizado na preparação de superfícies de estruturas complexas ou de grande porte especialmente em trabalhos em obras.O sistema permite projetar qualquer tipo de abrasivo metálico ou mineral.
- Hydrojateamento - Jateamento por ar comprimido com adição de água: Este sistema mantém as mesmas vantagens do jateamento tradicional, pois a adição de água dentro do bico de projeção produz um controle real da poluição e também possui um efeito anti-faisca. O processo de hidrojateamento requer o uso de inibidores de corrosão incorporados na água.
- Jateamento automático por turbinas centrífugas: O jateamento por turbina centrífuga é, entre as técnicas atuais de limpeza superfícial o método mais econômico e com um meio ambiente não contaminado.As turbinas arremessam o abrasivo mediante força centrífuga em direção, velocidade e quantidade determinada. O funcionamento das turbinas é similar à de uma bomba centrífuga. É utilizada em equipamentos automáticos fechados, tanto em instalações fixas como em equipamentos portáteis para trabalho em obras.
Outros métodos Nenhum dos métodos descritos, se consegue os resultados comparáveis ??ao jateamento por ar comprimido, porem em certas circunstâncias, podem ser suficientes para os requisitos e, em outros casos, podem ser utilizados como pré-tratamento para um processo posterior de jateamento.
- Limpeza por solventes, detergentes ou emulsões de vapor. Se utiliza para remover graxas, óleos, sais e outros contaminantes da superfície. Os solventes e detergentes utilizados devem ser compatíveis com o revestimento a ser utilizado.
- Limpeza por ferramentas manuais. Consiste na eliminação de óxidos, carepas e outros contaminantes através de raspagem manual ou escovação.
- Limpeza com ferramentas elétricas ou pneumáticas. São ferramentas rotativas, alternativas ou de impacto. Este método é mais eficaz do que o processo manual, mas é aplicável somente em setores específicos.
Ataque por ácido. Este sistema utiliza a reação química para limpar a superfície e produzir um resultado que pode ser considerado aceitável, porém o método é de alto risco.
¿Cómo realizar uma correta operação de jateamento?
- É necessário interpretar as especificações do cliente, que nem sempre são explícitas e, em seguida, definir os critérios importantes a serem considerados no trabalho.
- Definir os parâmetros de jateamento que permitem obter uma ótima rugosidade para o revestimento a ser aplicado.
- Escolher a combinação correta que permite minimizar o consumo do revestimento sem comprometer sua aderência..
- Obter uma boa limpeza superficial
Aplicação
- A máquina de jateamento deve trabalhar sempre estabilizada.
- Peças de desgaste em bom estado
- Controle da limpeza e da rugosidade final realizada na superfície tratada.
- Controle do revestimento
- Deve ser realizados controles permanentes do mix operativo (ajuste do separador e do filtro) e da correta direção do fluxo do abrasivo (ponto quente)
¿Como se define um correto grau de limpeza? É de suma importancia o grau de preparação da superfície que deve ser realizado no aço antes da aplicação de qualquer revestimento Este grau dependerá da exigência para o qual o material e o sistema de pintura serão submetidos. Uma correta preparação superfícial consiste na eliminação dos contaminantes (óxido, carepas, resíduos de soldagem, resíduos de revestimentos antigos, etc.) que estão aderidos à superfície metálica onde o revestimento será aplicado. O grau de limpeza é definido pelo estado inicial da superfície a ser tratada e pelo grau de contaminação residual que permanece após o trabalho de jateamento ter sido realizado: A norma ISO 8501-1 é a referência internacional na matéria.
Estado inicial de la superficie a ser tratada
- Grau A Superfície de aço com a carepa de laminação intacta em toda a superfície, praticamente sem corrosão.
- Grau B Superfície de aço com princípio de corrosão em que a carepa começa a desprender-se..
- Grau C Superfície de aço onde a carepa de laminação tenha sido eliminada pela corrosão e poderá ser removida por raspagem, desde que não tenha formado ainda cavidades visíveis em grandes escalas.
- Grau D Superfície de aço onde a carepa de laminação foi eliminada pela corrosão, com formação de cavidades visiveis em grandes escalas
Estado final - Grau de preparação superficial Na norma ISO 8501-1,estão descritos e ilustrados mediante fotografias de referência vários graus de preparação de superfície. Em linhas gerais, a norma define as seguintes condições para os distintos graus de limpeza
- Sa 3 Aproximadamente 99% (decapagem em metal blanco)
- Sa 2 ½ Aproximadamente 96% (decapagem com muito cuidado)
- Sa 2 Aproximadamente 80% (decapagem com cuidado)
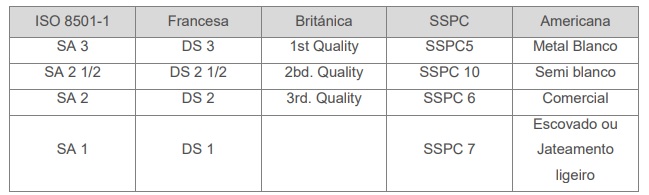
Tabela de equivalências de normas de preparação de superfície por jato abrasivo
La limpeza se expressa em "graus de limpeza de uma condição de superfície inicial" Exemplo: para um grau de limpeza Sa 2 ½ em uma chapa de aço de estado superfície inicial grau C a denominação seria "C Sa 2 ½".
Notas:
- Quanto mais elevado for o objetivo de limpeza requerido, mais imperativo será realizar um jateamento com baixo nível de umidade (ar seco) e sem contaminação de óleos.
- Deve-se lembrar que um metal sem proteção está ávido de oxigênio e que em função do grau higrométrico, ele pode se oxidar rapidamente. Portanto, recomenda-se que o revestimento seja aplicado rapidamente após o decapagem.
- Geralmente, o fabricante de tinta indica na ficha técnica de cada produto o grau de preparação necessário e a vida útil a obter por meio desses parâmetros para diferentes solicitações.
¿Cómo se define uma rugosidade? A rugosidade é a forma do perfil da superfície (orificios e picos). Tem uma grande influência sobre a aderência do revestimento sobre seu suporte e deve ser homogênea e especialmente adaptada ao revestimento aplicado.
- Ra expresso em ?m ou mils (micro polegadas) Medição aritmética de todas as diferenças de perfil (profundidade dos orificios e altura do pico)
- Rmax expresso em ?m ou mils (micro polegadas) É a altura máxima que existe entre um orificio e um pico dentro de uma avaliação; Quantifica a altura máxima para cobrir com o revestimento. Seu consumo depende disso
- Rz expresso em ?m ou em mils (micro polegadas) É a média de 5 alturas máximas em segmentos consecutivos. A comparação entre Rz e Rmax permite avaliar a homogeneidade do perfil da superfície.
- Pc: número de picos avaliados por unidade (cm ou polegadas) Para perfis de superfície de altura equivalente (Rz, Rmax), permite avaliar a largura média e a densidade dos picos, elementos primordiais nos fenômenos de aderência
Se busca geralmente, um máximo de picos e orifícios distribuídos de maneira homogenea afim de criar um máximo de pontos de ancoragem para obter uma boa resistência dos revestimentos, desde que a condição do produto aplicado seja capaz de atingir 100% da superfície gerada.
Para mais informações entre em contato com a
metalcym@metalcym.com.br ou ligue para [55-19] 3242-9777 e os nossos departamentos de engenharia e vendas irá assessora -los sobre tudo relacionado com equipamentos, processos, acabamento, produção e automatização de equipamentos de Jateamento.














